
和和熱熔膠幫您全面解析膠黏劑粘接強度
粘接結構在使用時,總是要求具有最佳的力學性能,目前評定粘接體系性能優劣的主要指標是粘接強度。粘接強度是指在外力作用下,使粘接件中的與被粘物界面或其鄰近處發生破壞需要的應力,粘接強度又稱膠接強度。
粘接要有粘合力,但通常評價粘結體系力學性能的指標是粘接強度而不是粘合力,因為粘合力無法以破壞形式測得。粘接強度是粘結體系破壞時所需要的應力,其大小不僅取決于粘合力、膠黏劑的力學性能、被粘物的性質、粘結工藝,而且還與接頭形式、受力情況(種類、大小、方向、頻率)、環境因素(溫度、濕度、壓力、介質)和測試條件、實驗技術等有關。由此可見,粘合力只是決定粘接強度的重要因素之一,所以粘接強度和粘合力是兩個意義完全不同的概念。絕不能混為一談,更不能相提并論。
由于實際的粘接強度受多種因素的影響,因此就無法用給定的強度數據直接推測粘接體系的粘接強度,這是必須注意的,也就是說不能將膠黏劑的強度與實際粘接強度等同視之,但從兩者的區別可以找出粘接中存在的問題和原因。
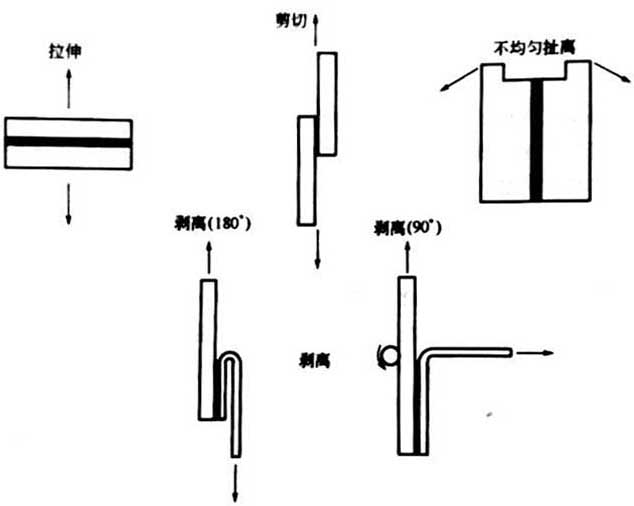
粘接接頭在外力作用下膠層所受的力,可以歸納為剪切、拉伸、不均勻扯離和剝離4種形式:
剪切:外力大小相等、方向相反,基本與粘結面平行,并均勻分布在整個粘結面上。
拉伸:亦均勻扯離,受到方向相反拉力作用,垂直于粘結面,并均勻分布在整個粘接面上。
不均勻扯離:也叫劈裂,外力作用的方向雖然也垂直于粘結面,但是分布不均勻。
剝離:外力作用方向與粘結面形成一定的角度,基本分布在粘接面的一條直線上。
上述4種力,在同一粘接體系中很可能有幾種力同時存在,只是何者為主的問題例如在拉伸剪切時除剪切力外還含有拉伸力和剝離力。
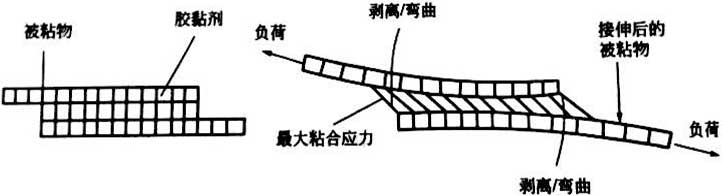
實際受力搭接接頭
根據粘接接頭受力情況不同,粘接強度具體可分為剪切強度、拉伸強度、剝離強度、不均勻扯離強度、壓縮強度、沖擊強度、彎曲強度、扭曲強度、疲勞強度、蠕變強度等。對熱熔膠來說,主要是測定前三類粘接強度。
1剪切強度
剪切強度也叫抗剪強度,指粘接件破壞時,單位粘結面積所能承受的平行于粘接表面的最大載荷。 剪切強度按測試時的受力方式又分為拉伸剪切、壓縮剪切、扭轉剪切和彎曲剪切等。

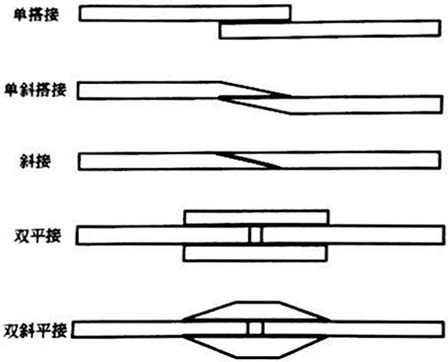
剪切的接頭形式又可分為單搭接、雙斜平接、雙平接、斜接、單斜搭接剪切形式等。
通常給出的剪切強度數據都是單搭接拉伸剪切強度。壓縮剪切多用于較厚材料粘接測定。扭轉剪切只發生完全剪切,而無扯離,受試樣大小和膠層厚度的影響很小,比拉伸剪切和壓縮剪切優越的多,宜用于代替螺接和螺栓固定的強度測定。
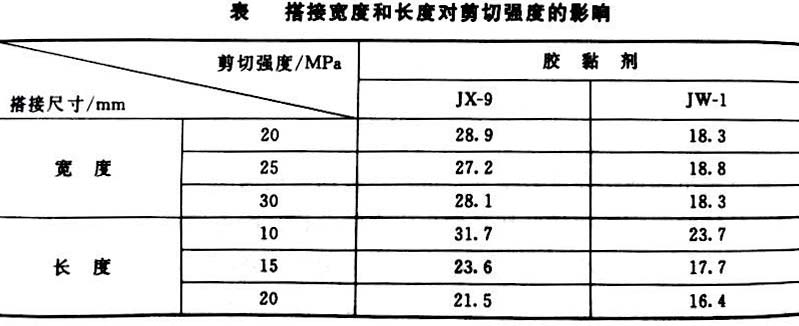
剪切強度受被粘物性質和厚度、膠黏劑性能和膠層厚度、搭接長度、測試條件等影響。一般來說,被粘物的彈性模量越大、試樣越厚,剪切強度就越高。例如粘接合金鋁的剪切強度就比鋼低。剪切強度隨被粘物厚度的增加而提高。

不同性能的膠黏劑,剪切強度亦不同,在一般情況下,韌性膠黏劑比柔性膠黏劑的剪切強度大。大量測試表明,膠層厚度越薄,剪切強度越高。
已經確定,剪切強度與搭接寬度無關,增加搭接寬度僅僅是提高承載能力,但剪切強度隨搭接長度的增加而降低。
測試條件影響最大的是環境溫度和試驗速度,隨著溫度升高剪切強度下降,隨著試驗速度的減慢剪切強度降低,這說明溫度和速度具有等效關系,即提高測試溫度相當于降低加載速度。
2拉伸強度
拉伸強度又稱均勻扯離強度、正拉強度,是指粘結件受力破壞時,單位面積所承受的使試樣拉伸至斷裂時的最大拉伸應力。
因為拉伸比剪切受力均勻的多,所以一般膠黏劑的拉伸強度都比剪切強度高很多。在實際測定時,試件在外力作用下,由于膠黏劑的變形比被粘物大,加之外力作用的不同軸性,很可能產生剪切,也會有橫向壓縮,因此在扯斷時就不可能出現同時斷裂。若能增加試樣的長度和減小粘接面積,便可降低扯斷時剝離的影響,使應力作用的更加均勻。彈性模量、膠層厚度、試驗溫度和加載速度對拉升強度的影響基本與剪切強度相似。
3剝離強度
剝離強度是在規定的剝離條件下,使粘接件分離時單位寬度所能承受的最大載荷,是衡量線受力能力的。 剝離形式多種多樣,一般可分為L型剝離、U型剝離、T型剝離和曲面剝離。
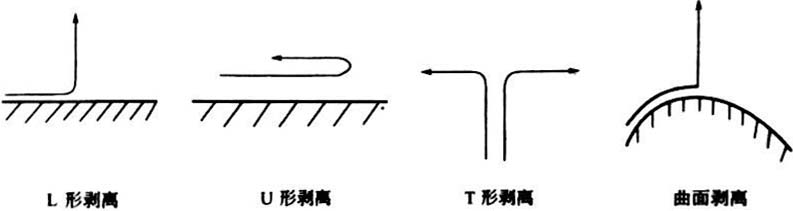
隨著剝離角度的改變,剝離形式也發生變化。當剝離角小于或等于90°時為L型剝離,大于90°或等于180°時為U型剝離。這兩種形式適合剛性材料和撓性材料粘接的剝離。T型剝離用于兩種撓性材料之間的剝離。
剝離強度受試件寬度和厚度、膠層厚度、剝離速度、剝離角度等因素的影響。金屬試件的寬度對剝離強度無影響,而撓性材料則不同。例如橡膠伸長變形比較大,相當于剝離界面處的寬度減小,會引起邊緣應力集中,而使得剝離強度降低。為了避免這種影響可將橡膠襯布,試驗測的襯布比不襯布測得的剝離強度要高,在橡膠薄的試件中表現更為明顯,這是因為橡膠襯布者,伸長變形減小,有效剝離寬度較大,剝離界面的分布比較均勻。所以襯布能夠比較準確的反映剝離強度的真實結果。剝離強度隨試件厚度的增加而提高,但厚度增加到一定程度之后便開始下降。

剝離強度隨膠層的厚度增加而降低,其原因是膠層厚,伸長變形大,易引起應力集中,膠層厚產生的缺陷會增多,內應力也大。
在一定的拉伸速度范圍內,剝離速度對金屬與金屬粘接的剝離影響不大,而橡膠與金屬粘接的剝離強度則隨剝離速度的增大而提高。
一般剝離強度隨剝離角的增大而下降,180°時最小。但也有人認為,隨剝離角增大,剝離強度由大減小,此后又增大,最小值位于90°剝離角附近。當剝離角為零時則由剝離轉變為剪切。
版權所有:和和熱熔膠轉載請說明出處!



")


 官方抖音
官方抖音 公眾號二維碼
公眾號二維碼